Vruće pocinčani spiralni čavli dobro se prodaju
Prethodni brušeni postupak usvojio je uobičajeni postupak hladnog izvlačenja.Nakon što su svileni čavli izvučeni, bilo je potrebno polirati drvene iverje.Zbog upotrebe drvne sječke pala je u zrak, što je rezultiralo velikim onečišćenjem zraka česticama.Boja boje treba čekati više od pola sata na zraku da se osuši.Iako izolira i koristi aktivni ugljen za adsorpciju, ipak će izazvati određeni iritantan miris, koji nije pogodan za zdravlje osoblja.

Svrha izuma je prevladavanje nedostatka postojeće tehnologije, osiguravanje proizvodnog procesa s jednostavnom zanatskom vještinom, visokom učinkovitošću proizvodnje, dobrom kvalitetom proizvoda i malim zagađenjem okoliša.Kako bi se riješili gornji tehnički problemi, proces proizvodnje čavla za kotrljanje opisan u ovom izumu uključuje korake
(A) Pripremite metalne materijale potrebne za nokte.
(B) Uklonite oksidativnu kožu kako biste očistili površinu metalnog materijala i upotrijebite lubrikant za hlađenje čelika za čišćenjeVuci;može smanjiti umjetne gubitke i smanjiti zagađenje okoliša.Pogodan za industrijsku proizvodnju.
Kut: 15 stupnjeva ravno ili 16 stupnjeva konusno, 11 stupnjeva, 0 stupnjeva.
Promjer: 0,083" 0,092" 0,099" 0,113" 0,120" 0,131" 0,148".
Duljina: 25mm-130mm.
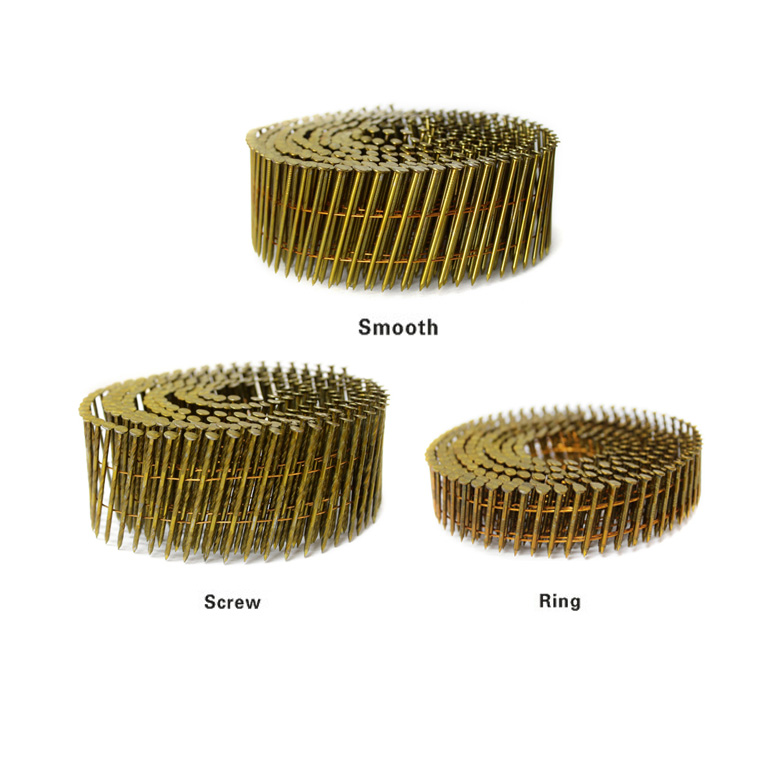
Drške: glatke, prstenaste, vijak.
Vrh: dijamant, dlijeto, tup.
Završna obrada: svijetlo, E.Galv.M.Galv.HD Galv.304 316 nehrđajući čelik.